



| 材質 : | q235 | 計重方式 : | 理計 |
| 倉庫所在城市 : | 長沙 | 倉庫 : | 盛仕達倉庫 |
| 質量等級 : | 正品(受理質量異議) | 加工服務 : | 深加工(沖壓、折彎等) |
| 配送服務 : | 可配送到廠 | 貨物銷售類型 : | 現貨 |
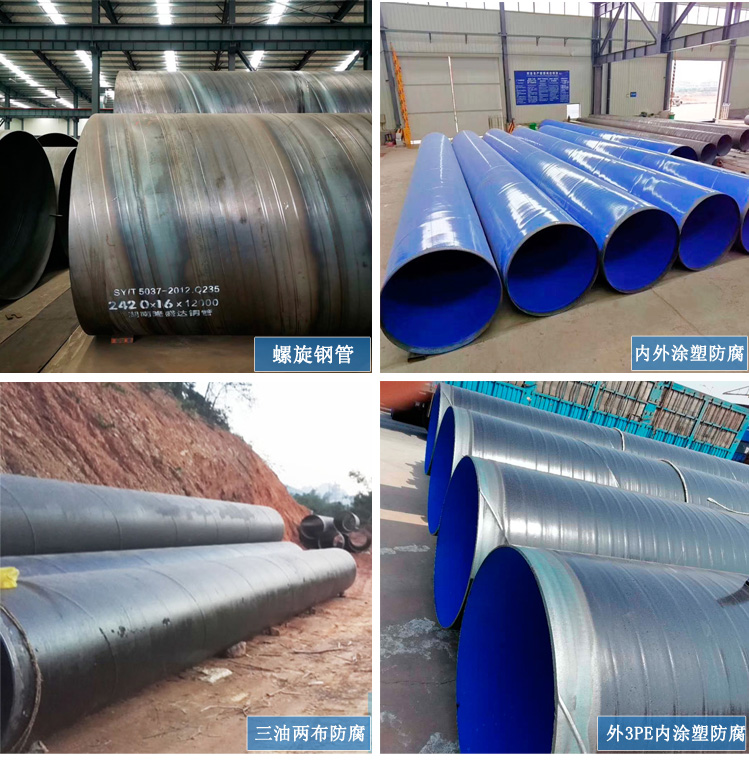
| 用途范圍 : | 汽車用,機械制造,壓力容器,建筑裝飾,核電,結構制管,其他 | 產品表面描述 : | 外3pe內8710防腐鋼管 |
| 品牌 : | 盛仕達 | 名稱 : | 環氧粉末樹脂防腐鋼管 |

株洲3pe防腐鋼管母材包括無縫鋼管,螺旋鋼管和直縫鋼管。三層結構的聚乙烯(3PE)防腐涂層以其良好的抗腐蝕性、抗水氣滲透性以及力學性能等,在石油管道行業得到了廣泛應用。3PE防腐鋼管一防腐層對于埋地管道的壽命來說是至關重要的,同樣材質的管道,有的埋在地下幾十年不腐蝕,有的幾年就發生泄露。就是因為它們采用了不同的外防腐層。
鋼管外壁防腐形式:
3PE防腐一般由3層結構組成:
環氧粉末(FBE>100um)
膠粘劑(AD)170~250um
聚乙烯(PE)2.5~3.7mm
實際操作中將三種材料混合融為一體,經過加工使之與鋼管牢固結合形成優良的防腐層。其加工方式一般分纏繞式和圓模包覆式兩種。
1、原料檢驗:
鋼管應符合相關行業標準:鋼管公稱直徑≤DN150采用20#的無縫鋼管;公稱直徑≥DN200采用Q235或其他材質的螺旋鋼管。
2、拋丸除銹:
鋼管表面除銹是防腐的基礎,除銹質量直接影響到其后的防腐質量。鋼管拋丸除銹前,要采用中頻感應加熱器對鋼管進行預熱處理,預熱溫度要達到40℃-60℃的要求,以排除所有濕氣和表面臟物;
3、鋼管中頻加熱
環氧粉末噴涂前采用中頻感應加熱器將管加熱至190-230℃。
4、環氧粉末噴涂
經過感應加熱后的鋼管螺旋轉動進入噴涂室,采用高壓靜電多噴頭噴涂法將環氧粉末按需要的噴粉量均勻噴涂到鋼管表面上,厚度≥120μm;在高溫下粉末一次成膜并定位于鋼管表面與基材牢固的結合。
環氧粉末防腐層固化:環氧粉末一般在30s內膠化,1.5min內固化,通過控制噴,來保證固化時間,固化后形成一層表面光滑,致密堅定的涂層整體。固化成型后的防腐層其防腐性能極其優越,耐化學腐蝕性好,涂層表面致密光滑、耐磨、耐高溫。
4、敷涂膠粘劑
在環氧粉末未膠化前將粘流態膠粘劑側向纏繞于粉末層上,使其與之融合,膠粘劑層厚度≥120μm。
在鉆桿回拉擴孔過程中 ,需通過鉆桿注入膨潤土漿 ,以減少摩擦 ,降低回轉扭矩和回拉阻力 ,同時膨潤土漿還有固壁 、防止孔洞塌方和鉆頭的作用 。旋轉回擴頭切削下來的泥土與膨潤土漿混合形成泥漿后流到出口工作坑的集漿坑里 ,實現了將土排出的目的 。集漿坑里設泥漿泵 ,用以把泥漿抽到泥漿池 。
5、擠塑聚乙烯
聚乙烯擠出溫度230-260℃。將擠出的粘流態聚乙烯采用瀑布滾塑法,以瀑布下泄的方式側向纏繞到懸濁的管道表面的膠粘劑層上;并用輥壓使之與膠粘劑層牢固結合。膠粘劑與環氧粉末融合并與聚乙烯層粘結,三層結構相互聚合而形成表面光滑、無氣泡、無麻點、無褶皺整體。
6、涂敷管
根據三層結構材料的特性,采用循環水噴淋的方式對防腐層進行,防腐層表面溫度不應超過30℃。
7、涂層檢漏
生產過程中,采用在線電火花檢漏儀逐根進行針孔檢查,其檢漏電壓為25KV,防腐管以無漏點為合格,出現漏點時及時標記,以便下線后補傷。
8、管端處理
涂敷管端要進行打磨處理,使用坡口打磨機對管端進行處理,打磨只有120-250mm的留段。
9、成品檢驗
包括外觀檢驗、防腐層的厚度檢驗、防腐層性能檢驗,合格后才可出庫。
涂塑鋼管也可以稱為環氧樹脂防腐鋼管、環氧粉末防腐鋼管,產品以管材為基管,常用的基管有螺旋鋼管、無縫鋼管、焊接鋼管、直縫鋼管等。
涂層厚度:PE(改性聚乙烯)涂層厚度為400um—1000um,EP(環氧樹脂)噴涂厚度為100um-400um。
生產工藝:采用前處理、預熱、內涂裝、流平、后處理工藝制成的給水鍍鋅內涂塑復合鋼管,內壁涂裝高附著力、防腐、衛生型的聚乙烯粉末涂料或環氧樹脂涂料。











盛仕達螺旋管訂購指南:
公司在螺旋管行業致力于為客戶提供優價,合格的鋼管采購整體服務。
1、價格有承諾歡迎監督。
2、服務速度:保證報價速度,交貨速度每天24小時裝車。
3、質量承諾:我們嚴格按照國家(SY/T5037-2012)(GB/T9711-2011)標準。
3pe防腐螺旋鋼管安裝及其注意事項:
一、施工準備:
1、作業條件:管道溝地面完成;管道井砌磚完畢。
2、材料要求:各種規格型號的管道齊全。
3、主要機具:切割機、磨光機、電焊機、電錘等。
二、質量要求
螺旋鋼管垂直安裝的立管每米允許偏差3mm,5m以上允許偏差不大于8mm。水平安裝的管道每米允許偏差1mm。
三、管道安裝
1、管道安裝:
根據設計及現場進行下料,然后用磨光機打坡口,坡口角度60°~65°。將加工好的管道固定在支架上,兩管道間之間的間隙為1.5mm~2.5mm,然后進行焊接。
焊口處不得出彎,組對時不應錯口,電焊定位,一般為4處點焊,經檢查調直后,盡可能用自由轉換方法進行焊接。
2、管道支架制作安裝:
根據圖紙設計,進行管道定位,根據現場情況預制管道支架。從第25層往下吊線,然后將支架固定。

